聯系我們
18560023440
王經理:18560023440
地址:山東省德州市齊河縣經濟開發區齊眾大道7號-2車間
 業內資訊
業內資訊
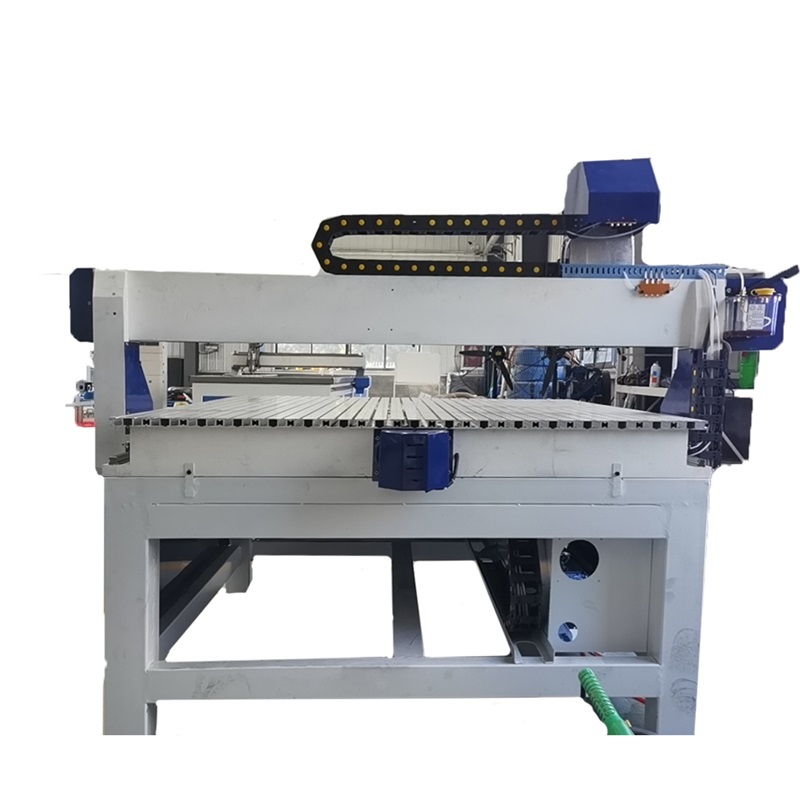
木工雕刻機設置工件原點是什么?
來源:http://www.tj9.net 時間:2021-07-23
木工雕刻機都有的一個機械原點,工件原點和機械原點是兩個不同的概念。工件原點就是工件坐標的原點,是為工件尺寸編程確定的原點,一般是工件加工的起始點。工件原點可由編程者選擇,它與機械原點的關系由"設置當前點工件原點"確定。
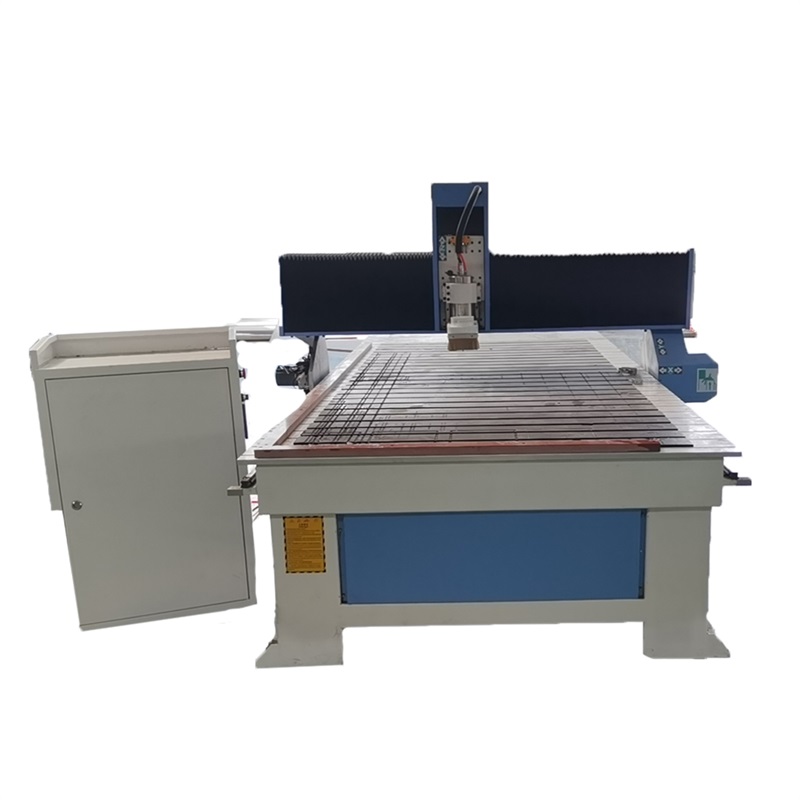
Woodworking engraving machines have a unique mechanical origin. Workpiece origin and mechanical origin are two different concepts. Workpiece origin is the origin of workpiece coordinates. It is the origin programmed for workpiece size. It is generally the starting point of workpiece processing. The origin of the workpiece can be selected by the programmer, and its relationship with the mechanical origin is determined by "setting the origin of the workpiece at the current point".
當我們確定好工件原點以后,無論木工雕刻機運行到工作臺的任何一個位置只要選擇操作菜單下面的"回工件原點…"選項,刀尖從當前位置以X、Y、Z的順序自動回到工件原點。為了在回工件原點過程中,刀尖能地通過經過的空間,而不會因為碰到工件、夾具等障礙發生事故
After we determine the workpiece origin, no matter the woodworking engraving machine runs to any position of the workbench, just select the "return to workpiece origin..." option under the operation menu, and the tool tip will automatically return to the workpiece origin in the order of X, y and z from the current position. In order to ensure that the tool tip can safely pass through the passing space in the process of returning to the workpiece origin, without accidents due to obstacles such as workpiece and fixture
所以,回零路徑進行如下優化:如果終點Z方向坐標大于起點Z方向坐標,則Z軸先單獨進給到Z軸終點位置,然后,X,Y軸聯動,到達目的點;如果終點Z方向坐標小于起點Z方向坐標,則X,Y軸先聯動到達目的點X,Y坐標,然后,z軸單獨進給到z軸終點坐標。
Therefore, the zero return path is optimized as follows: if the z-direction coordinate of the end point is greater than the z-direction coordinate of the start point, the z-axis is fed to the z-axis end point separately, and then the X and Y axes are linked to reach the destination point; If the Z coordinate of the end point is less than the Z coordinate of the start point, the X and Y axes reach the X and Y coordinates of the destination point first, and then the Z axis feeds to the Z axis end coordinate separately.
因為終點的Z坐標往往在工件的加工表面,為了避免刀尖回到工件零點后碰傷工件表面或刀尖,實際上,Z軸不是回到零,而在零點上方的一個偏置值。該值由"木工雕刻機系統參數窗口"的加工參數中的"退刀點"設定。一般該數值可以設置為10毫米。
Because the z-coordinate of the end point is always on the machining surface of the workpiece, in order to avoid the tool tip hitting the workpiece surface or tool tip after returning to the zero point of the workpiece, in fact, the z-axis is not back to zero, but an offset value above the zero point. This value is set by "tool withdrawal point" in the processing parameters of "woodworking engraving machine system parameter window". Generally, this value can be set to 10mm.
- 上一篇:石材雕刻機在雕刻時發生錯位該怎樣處理?
- 下一篇:剖析五軸加工在轎車模具加工中的運用